
Prima pagină > Produse > Strungere CNC > Strung revolver > WF-NT200


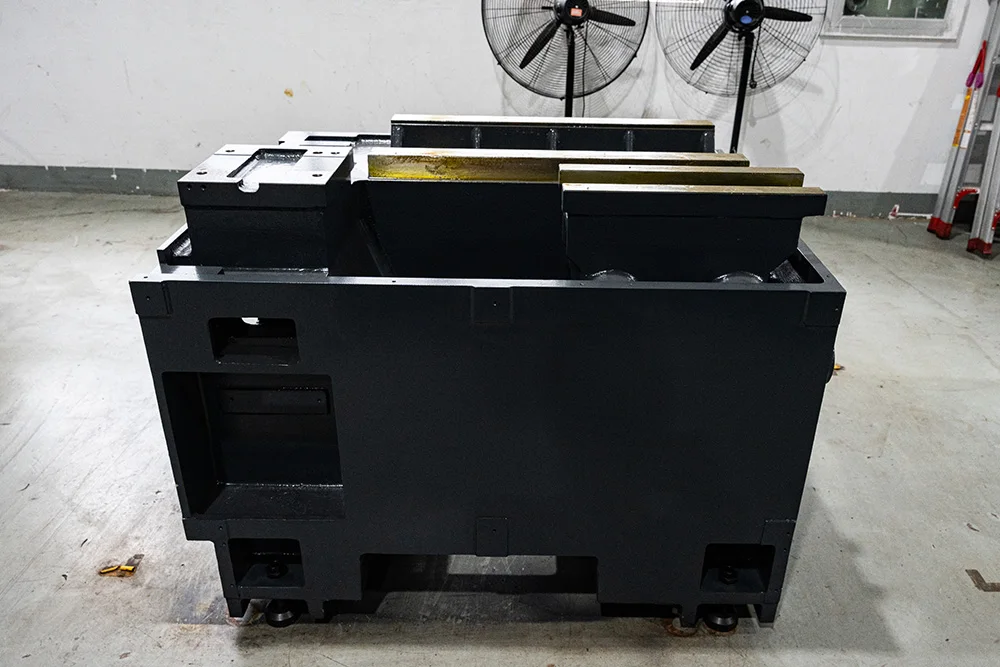


Structură de înaltă rigiditate turnări din HT300, pat tip cutie și designul înclinat al șoldei oferă o susținere puternică și o tăiere stabilă în regim greu.
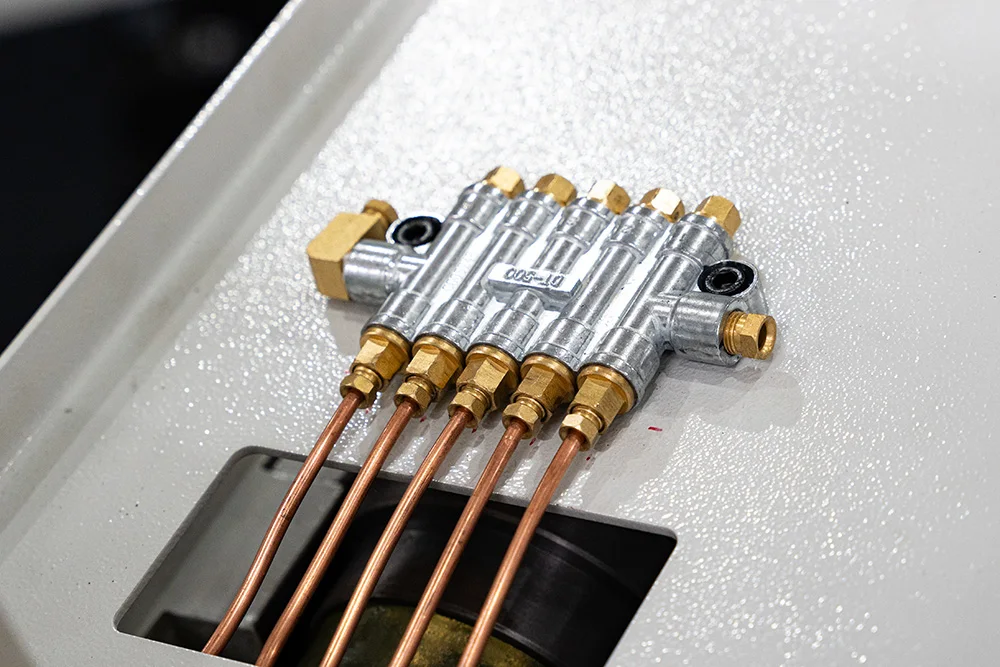
Controlul prelucrării precise șuruburi cu pretensionare, ansamblu de arbore principal de precizie și răzuire manuală asigură o acuratețe durabilă și stabilitate în timpul prelucrării.
Design inteligent eficient dispunere compactă, turelă acționată electric, protecție de siguranță și interfețe pregătite pentru automatizare îmbunătățesc productivitatea și reduc costurile de întreținere.

Este o problemă? Vă rugăm să ne contactați pentru a vă servi!
Interogare

Realizat din fontă cenușie HT300 și optimizat prin analiză cu element finit, oferă densitate ridicată, rigiditate, rezistență, absorbție a șocurilor, rezistență la uzură, menținerea preciziei și o durată lungă de funcționare.

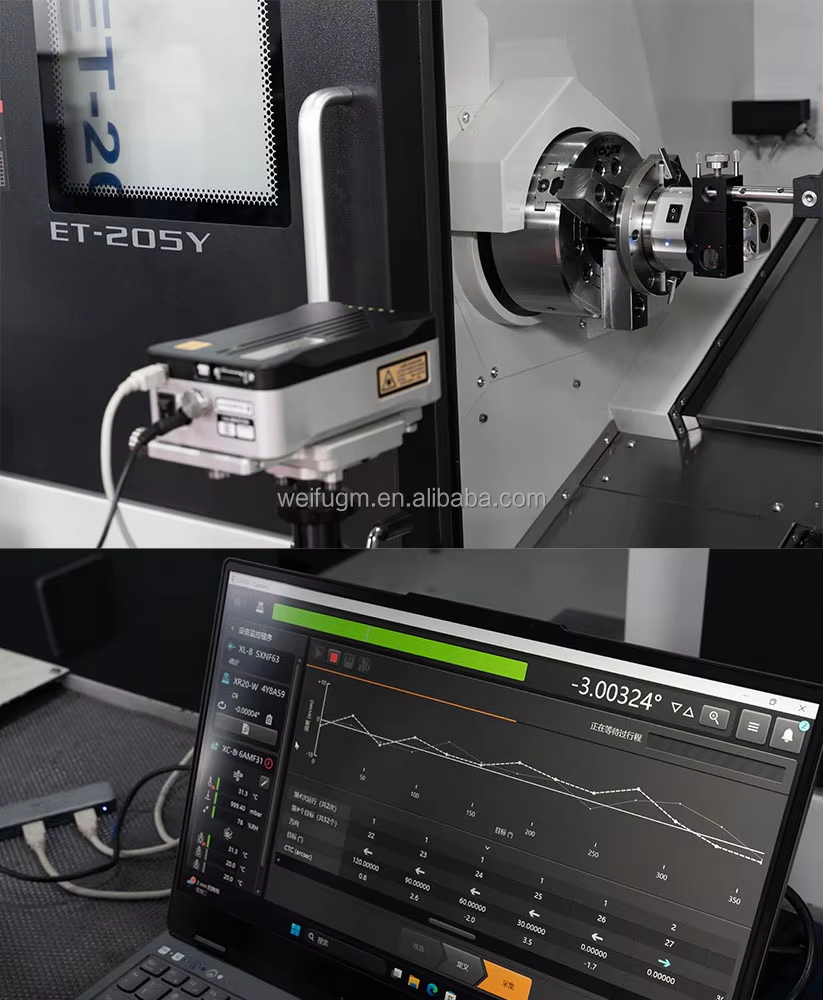
Autocolimator fotoelectric.
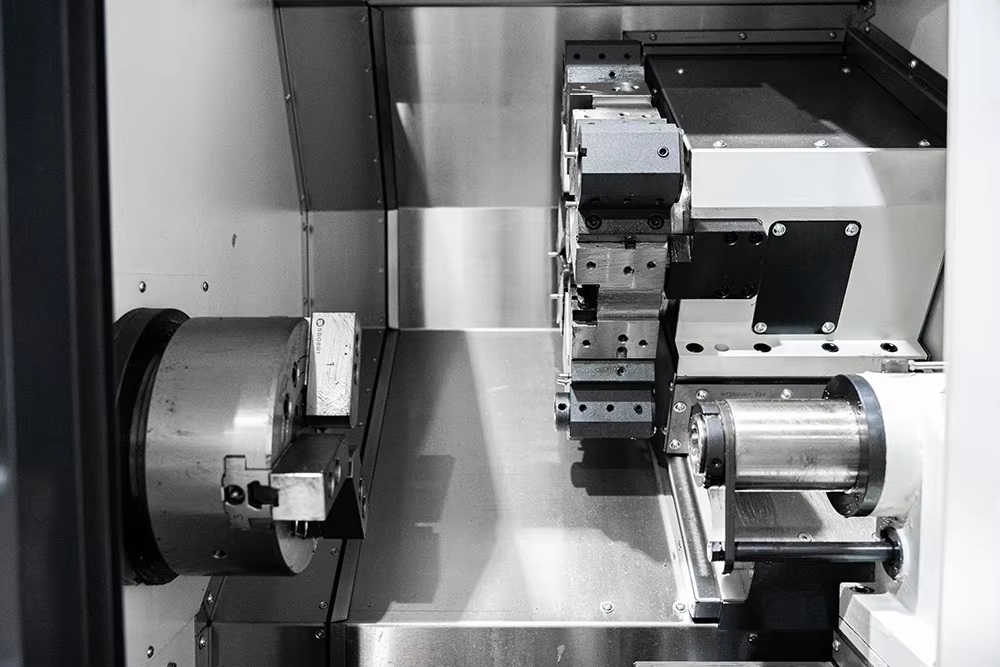
Turela unelte utilizează o transmisie în două trepte acționată de motor servo, cu un raport de transmitere de 1:16,5 și rezistă la o presiune a lichidului de răcire de până la 70 kgf/cm².
|
Proiect
|
Unitate
|
Specificații/Parametri
|
|
|
Capacitatea de prelucrare
|
Dimensiunea mandrinei
|
inch
|
8
|
|
Diametrul de rotație al batiului
|
CMM
|
ф510
|
|
|
Diametrul rotativ al plăcii de tragere
|
mm
|
ф260
|
|
|
Lungime maximă de procesare
|
mm
|
330
|
|
|
Părți maxime prelucrate
|
mm
|
ф360 (8 stații) / Ф350 (12 stații)
|
|
|
Arborele principal
|
viteză maximă de rotație
|
rpm
|
4000
|
|
Forma capătului spindle
|
ISO
|
A2-6
|
|
|
Diametrul găurii prin axul principal
|
mm
|
ф66
|
|
|
Tija de tracțiune are o gaură trecătoare
|
mm
|
ф52
|
|
|
Puterea motorului principal
|
Kw
|
11
|
|
|
Dota
|
Formă
|
/
|
Turn automat cu servomotoare
|
|
Numărul de locuri de muncă
|
bucată
|
8/12
|
|
|
Timpul de rotație al pozițiilor adiacente ale sculei
|
S
|
0.28
|
|
|
Timpul maxim de rotație al poziției sculei celei mai îndepărtate
|
S
|
0.4
|
|
|
Dimensiunea maximă a mânerului pătrat al cuțitului
|
mm
|
25×25
|
|
|
Dimensiunea maximă a mânerului rotund al cuțitului
|
mm
|
φ40
|
|
|
Mobil
|
Deplasare rapidă pe axa X
|
m/min
|
30
|
|
Deplasare rapidă pe axa Z
|
m/min
|
30
|
|
|
Cursa axei X
|
mm
|
180+20 (8Stații)/175+35 (12Stații)
|
|
|
Cursa axei Z
|
mm
|
360
|
|
|
Lățimea ghidajului axei X/Z
|
|
30/35 Role
|
|
|
Șurub conducător pe axa X/Z
|
|
3210
|
|
|
Presa
|
Cursa mânecii
|
mm
|
90
|
|
Diametru mânecă
|
mm
|
ф75
|
|
|
Gaură conică manșon
|
ISO
|
MT4
|
|
|
Răcire
|
Putere
|
U
|
370
|
|
Transport
|
m3/h
|
2.5~4.0
|
|
|
Precizie
|
Precizia de strunjire a cercului exterior
|
|
IT6
|
|
Rugozitatea suprafeței pieselor prelucrate cu precizie
|
mm
|
Ra 0,4~1,6
|
|
|
Cilindricitatea pieselor strunjite fin
|
mm
|
≤0.003
|
|
|
Precizia de poziționare (X, Z)
|
mm
|
X:0,005 Z:0,008
|
|
|
Precizia de repozitionare (X, Z)
|
mm
|
X:0,002 Z:0,004
|
|
|
Altele
|
Greutate
|
Kg
|
2950
|
|
Sistem de control numeric
|
|
Sistem CNC SYNTEC 22Ta
|
|
|
Dimensiuni exterioare (lungime, lățime, înălțime)
|
mm
|
1810×1600×1690 (fără transportor de așchii inclus)
|
|
|
Parametrii de mai sus sunt doar pentru referință. În cazul în care există o discrepanță în privința culorii sau dimensiunii, produsul real este cel care prevalează.
|
|||










·Fabrică cu ISO, IAF, IAS, EAC, ZZEC, BCZ, ISD, Intertek și SONCAP
·Peste 33.000 m² de suprafață de fabrică cu peste 300 de angajați
·Controlul strict al calității este implementat cu peste 24 de etape de testare
· Experiență de peste 20 de ani în producția mașinilor CNC
· Serviciu online 24/7 disponibil oricând
· Sunt susținute ODM și OEM
· Comerț cu peste 100 de țări din întreaga lume
·Cooperare cu branduri cunoscute precum Siemens, Fanuc, Mitsubishi și Heidenhain
· O echipă profesională de elită se ocupă de fabricarea mașinilor-unelte, utilajelor, echipamentelor de control numeric, echipamentelor de producție etc.
· Perioada de garanție este de 18 luni.






01
Autocolimator fotoelectric
Detectarea rectilinității ghidajelor și șuruburilor liniare

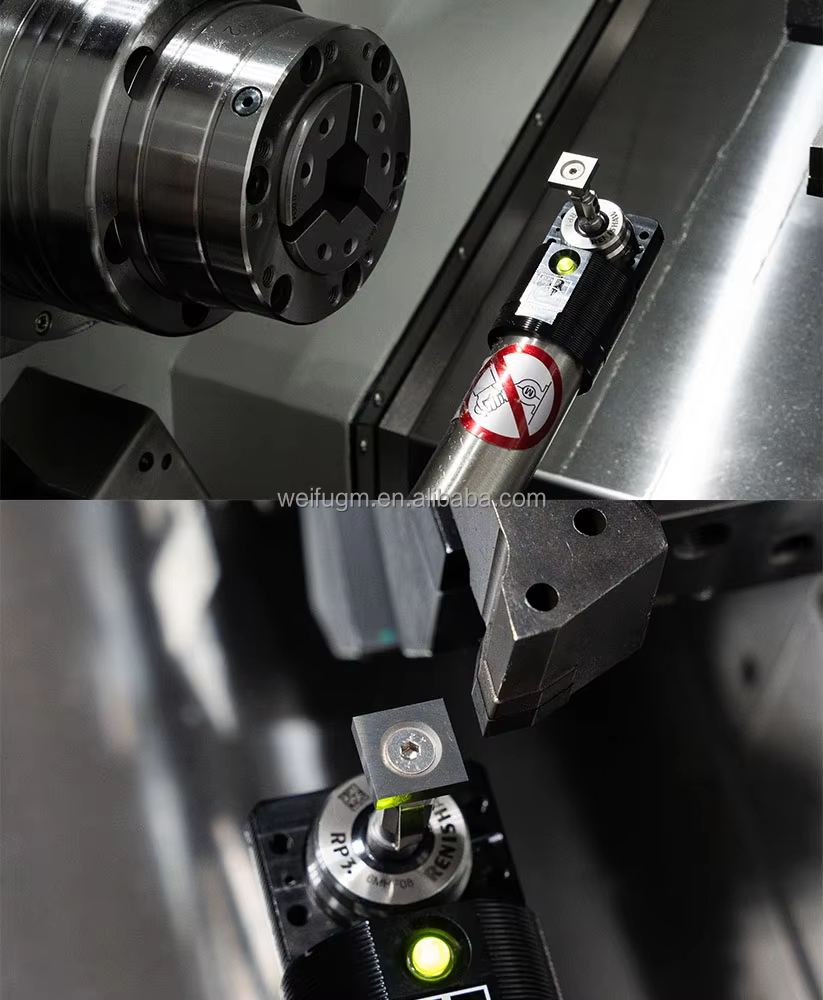
02
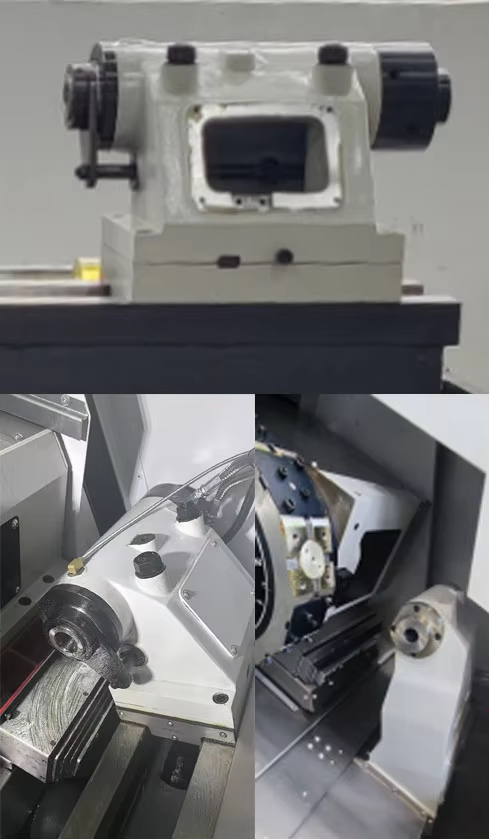
Ax principal și papuc
Detectarea coaxialității
03
Inspecția procesării produselor
04
Detectare laser a
Precizie indexare axă C

05
Calibrare cu laser a
Precizie axă Z
06
Prereglarea sculelor







