
Homepage > Prodotti > Tornitore CNC > Tornio a torretta > WF-NT200


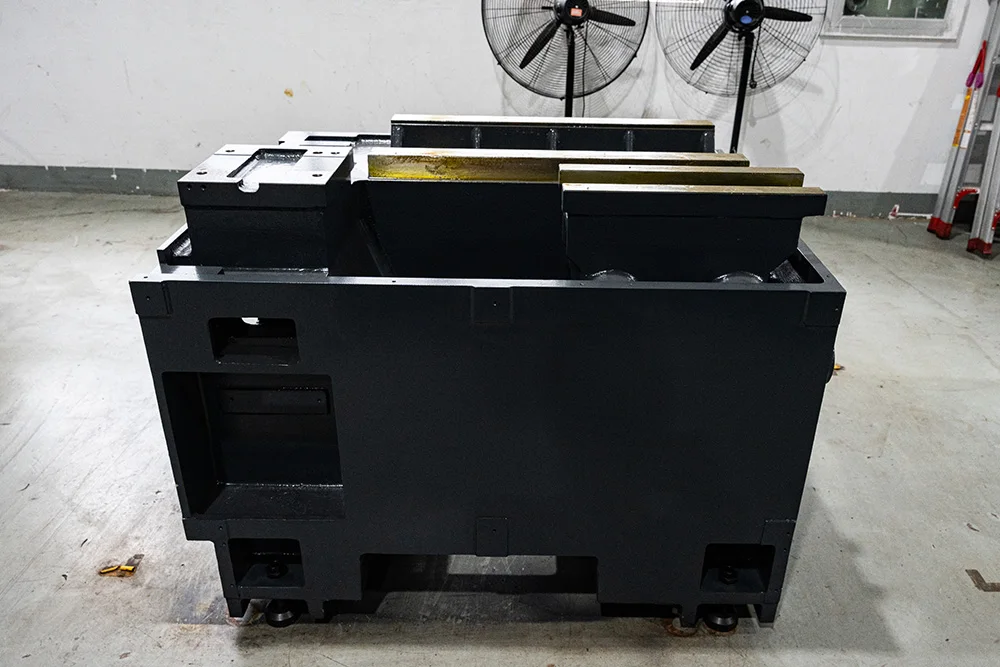


Struttura ad alta rigidità getti in ghisa HT300, struttura del letto a scatola e design della sella inclinata garantiscono un supporto robusto e una lavorazione pesante stabile.
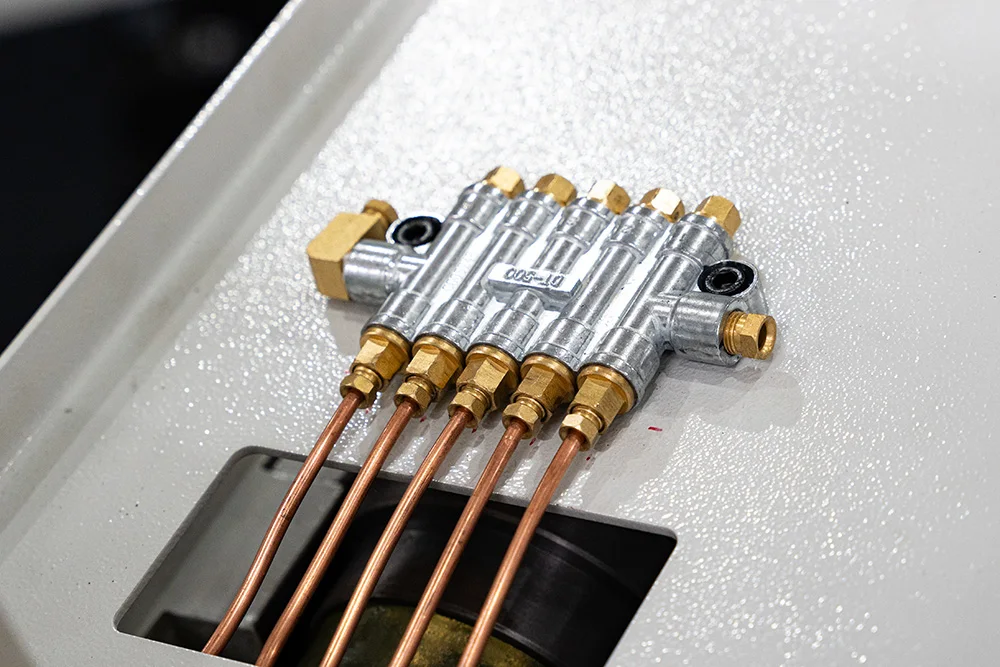
Controllo della lavorazione di precisione viti pre-caricate, gruppo mandrino di precisione e raschiatura manuale assicurano accuratezza duratura e stabilità durante la lavorazione.
Design intelligente ed efficiente layout compatto, torretta motorizzata, protezioni di sicurezza e interfacce pronte per l’automazione migliorano la produttività e riducono i costi di manutenzione.



Realizzato in ghisa grigia HT300 e ottimizzato mediante analisi agli elementi finiti, offre elevata densità, rigidità, resistenza meccanica, capacità di assorbimento degli urti, resistenza all’usura, stabilità dimensionale e lunga durata operativa.

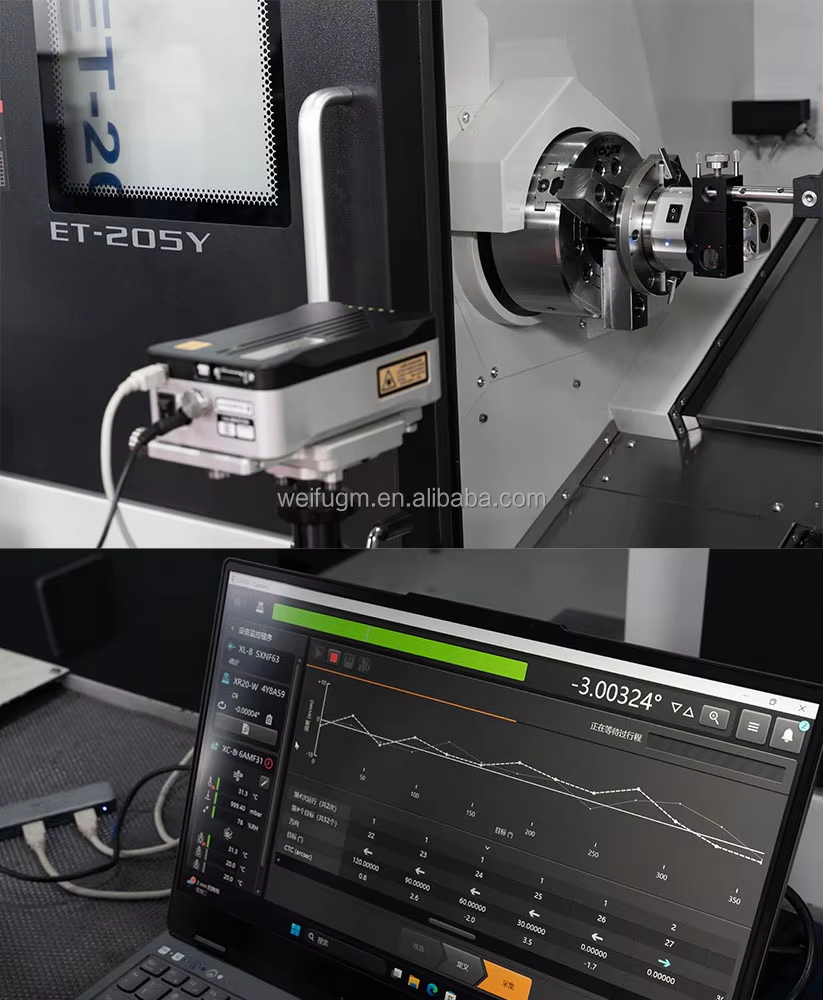
Autocollimatore fotoelettrico.
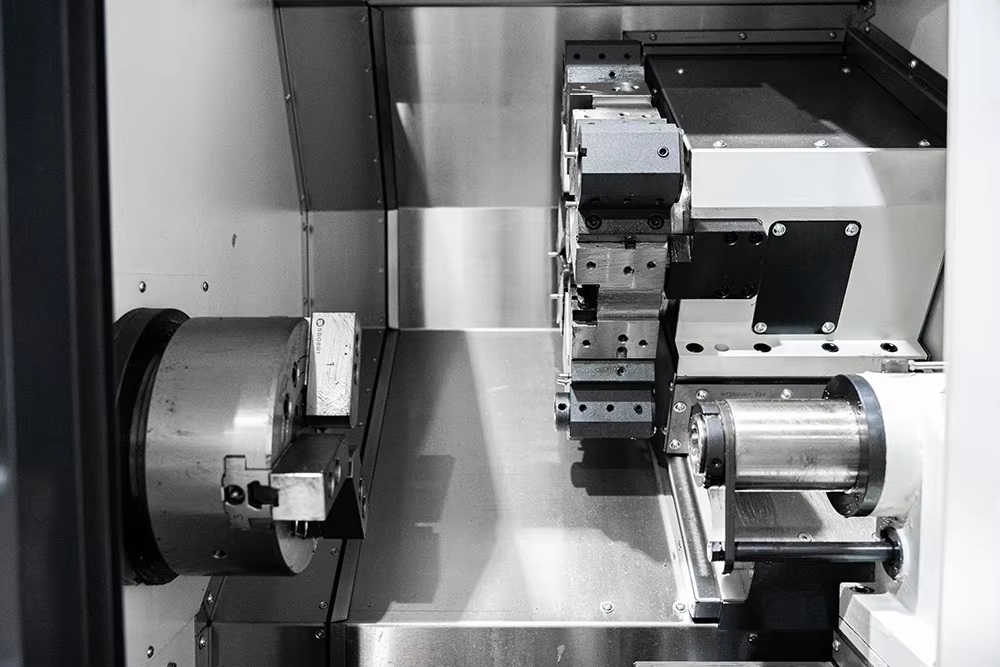
La torretta utensili adotta una trasmissione a due stadi azionata da motore servo con rapporto di trasmissione 1:16,5 e resiste a una pressione del liquido di taglio fino a 70 kgf/cm².
|
Progetto
|
Unità
|
Specifiche/Parametri
|
|
|
Capacità di trasformazione
|
Dimensione del mandrino
|
pollice
|
8
|
|
Diametro di rotazione del letto
|
CMM
|
ф510
|
|
|
Il diametro di rotazione della piastra di trascinamento
|
mm
|
ф260
|
|
|
Lunghezza massima di lavorazione
|
mm
|
330
|
|
|
Parti massime lavorabili
|
mm
|
ф360(8Stazioni)/Ф350(12Stazioni)
|
|
|
Albero Principale
|
velocità massima di rotazione
|
rpm
|
4000
|
|
Forma dell'estremità del mandrino
|
ISO
|
A2-6
|
|
|
Diametro del foro dell'albero principale
|
mm
|
ф66
|
|
|
La barra di trascinamento ha un foro passante
|
mm
|
ф52
|
|
|
Potenza del motore principale
|
Kw
|
11
|
|
|
Dota
|
Modulo
|
/
|
Torretta utensili servocontrollata
|
|
Numero di stazioni
|
pezzo
|
8/12
|
|
|
Il tempo di rotazione delle posizioni utensile adiacenti
|
S
|
0.28
|
|
|
Il tempo di rotazione della posizione utensile più distante
|
S
|
0.4
|
|
|
La dimensione massima del gambo quadrato del coltello
|
mm
|
25×25
|
|
|
La dimensione massima del gambo rotondo del coltello
|
mm
|
φ40
|
|
|
Cellulare
|
Spostamento rapido asse X
|
m/min
|
30
|
|
Spostamento rapido asse Z
|
m/min
|
30
|
|
|
Corsa asse X
|
mm
|
180+20 (8Stazioni)/175+35 (12Stazioni)
|
|
|
Corsa asse Z
|
mm
|
360
|
|
|
La larghezza della guida degli assi X/Z
|
|
30/35 rulli
|
|
|
Vite senza fine asse X/Z
|
|
3210
|
|
|
Contropunta
|
Corsa della manica
|
mm
|
90
|
|
Diametro della manica
|
mm
|
ф75
|
|
|
Foro conico della bussola
|
ISO
|
MT4
|
|
|
Raffreddamento
|
Potenza
|
A
|
370
|
|
Traffico
|
m3/h
|
2.5~4.0
|
|
|
Precisione
|
Precisione di tornitura del cerchio esterno
|
|
IT6
|
|
Rugosità superficiale dei particolari lavorati con precisione
|
mm
|
Ra 0,4~1,6
|
|
|
La rotondità dei particolari finemente torniti
|
mm
|
≤0.003
|
|
|
Precisione di posizionamento (X, Z)
|
mm
|
X: 0,005 Z: 0,008
|
|
|
Ripetibilità posizionamento (X, Z)
|
mm
|
X: 0,002 Z: 0,004
|
|
|
Altri
|
Peso
|
Kg
|
2950
|
|
Sistema di controllo numerico
|
|
Sistema CNC SYNTEC 22Ta
|
|
|
Dimensioni esterne (lunghezza, larghezza, altezza)
|
mm
|
1810×1600×1690 (escluso il trasportatore di trucioli)
|
|
|
I parametri sopra indicati sono solo indicativi. In caso di discordanza riguardo al colore o alle dimensioni, prevale il prodotto effettivo.
|
|||










·Fabbrica con ISO, IAF, IAS, EAC, ZZEC, BCZ, ISD, Intertek e SONCAP
·Oltre 33.000 m² di stabilimento con più di 300 dipendenti
·Viene implementato un rigoroso controllo della qualità con oltre 24 fasi di test
·Oltre 20 anni di esperienza nella produzione di macchine CNC
·Servizio online disponibile 24/7 in qualsiasi momento
·Sono supportati ODM e OEM
·Commercio con più di 100 paesi in tutto il mondo
·Collabora con marchi noti come Siemens, Fanuc, Mitsubishi e Heidenhain
·Un team professionale ed esperto si occupa della produzione di macchine utensili, macchinari, attrezzature a controllo numerico, impianti di produzione, ecc.
· Il periodo di garanzia è di 18 mesi.






01
Autocollimatore fotoelettrico
Rilevamento della rettilineità delle guide lineari e dei carrelli

02
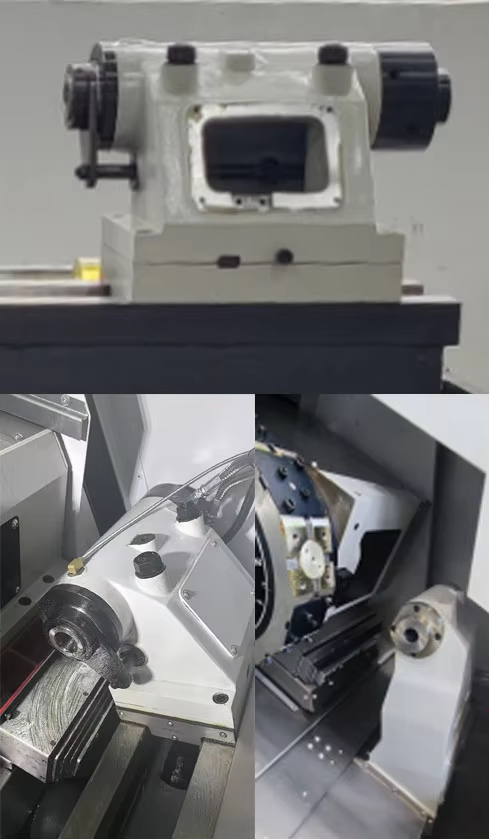
Mandrino e contropunta
Rilevamento della concentricità
03
Ispezione lavorazione prodotti
04
Rilevamento laser di
Precisione di posizionamento asse C

05
Calibrazione laser di
Precisione sull'asse Z
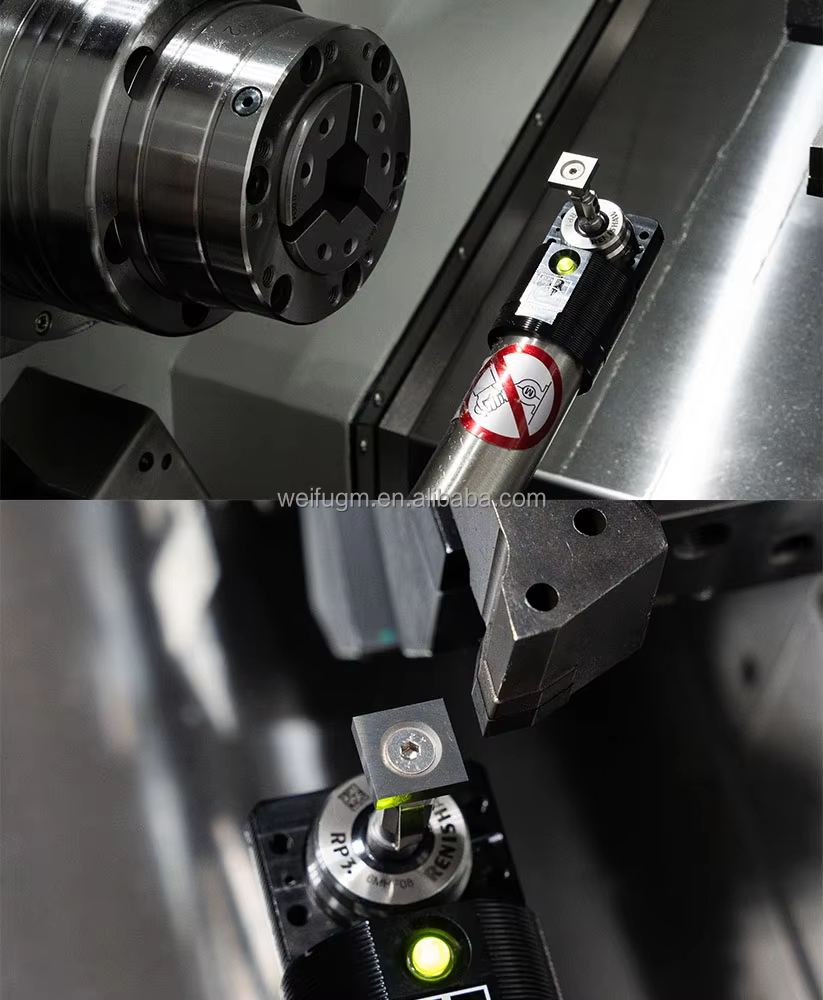
06
Presettaggio utensili







