
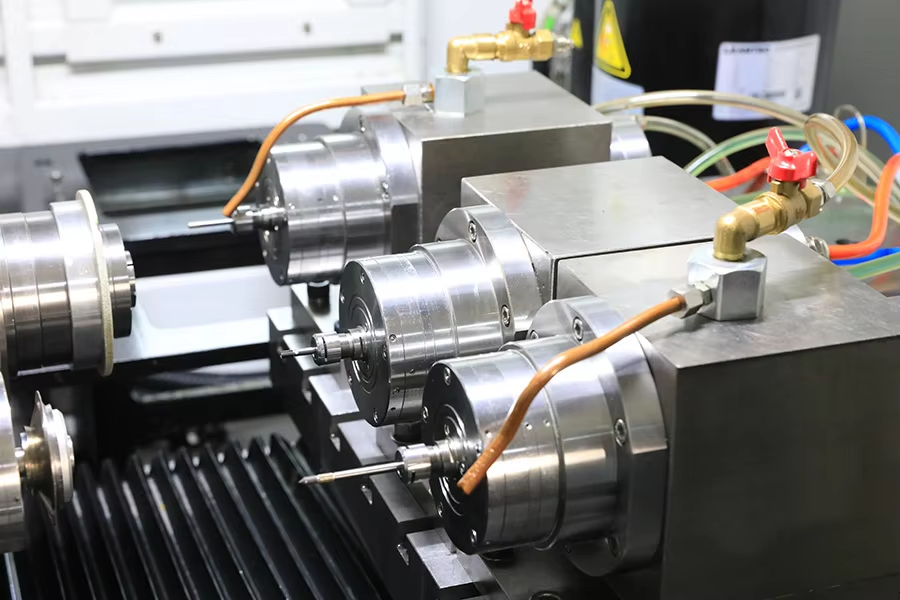
円筒研削機 高度なCNC制御と適応型オートメーションによるよりスマートな研削
リアルタイムの熱補正と適応型送り制御を備えたクローズドループCNC
今日の円筒研削盤には、実時間での熱補償機能を備えたクローズドループCNCシステムが搭載されています。これらのシステムは、長時間運転による主軸の伸びに対抗し、周囲の作業場温度が変化してもマイクロンレベルの精度を維持します。適応的送り制御システムは、センサーが検出した切削力や砥石の摩耗状態に基づいて、常に研削条件を自動調整します。これにより高価な航空宇宙部品を熱損傷から保護すると同時に、材料の除去効率が向上することでサイクルタイムを15~22%短縮できます。これらのシステムに組み込まれたスマートアルゴリズムは、工具がたわみ始める箇所を先読みして問題発生前に修正するため、過酷な合金でも0.2マイクロン以下の粗さで一貫して滑らかな表面が得られます。従来のオープンループシステムではこのような性能は達成できず、バッチ間の寸法精度を保つために、都度手動で確認・調整を行う必要があります。
シームレスな自動化統合:ロボットによるローディング、ライン内バリ取り、およびレーザー検査
現代の統合された自動化セルには、機械サイクルと完全に同期して部品を処理する6軸ロボットが装備されています。これらのロボットは、素材のブランクを所定の位置に装荷し、加工が完了した部品を次の工程であるバーリング除去ステーションへ途切れなく移動させます。その結果、作業者が手動で介入する必要がなくなり、各工程間での待ち時間に本来費やされていた約30%の時間を節約できます。研削スライドに直接取り付けられたレーザー検査装置は、部品が最終仕上げを通過する際に直径をリアルタイムで測定します。測定値が±2ミクロンを超えてずれた場合、システムは自動的に微調整を行います。このようなフィードバック制御により、後工程での不良発生を防ぎ、工場が夜間でも無人運転を可能にします。内蔵されたOPC UA対応機能により、これらのシステムは施設全体のMESプラットフォームとシームレスに通信でき、医療機器製造や防衛契約といった厳格なプロセス基準が求められる産業分野において、すべての部品に対して完全な文書記録を維持することができます。
速度と表面精度のための最適化された研削プロセスパラメータ
研削パラメータの正確なキャリブレーションは、生産性と部品品質の両立において基本となる。円筒研削盤では、サイクルタイムを最小限に抑えつつミクロンレベルの公差を維持するよう最適化された設定が求められる。これは、表面の完全性が機能的信頼性と耐用寿命を直接決定する航空宇宙用ベアリングや医療用シャフトにおいて特に重要である。
熱的安定性と表面完全性のための高精度冷却液供給およびMQL戦略
ワークピースの形状や内部構造を維持する上で、熱管理を適切に保つことは非常に重要です。現代のシステムでは、ナノ粒子を添加した冷却液を使用しており、従来の冷却液と比べて約27%深く研削部に浸透することが可能になっています。また、これらのシステムには「最小量潤滑(MQL)技術」が組み込まれており、使用する流体量を約90%削減しつつ、温度を65℃以下に保つことができます。使用されるノズルは、ホイールの回転速度と同期して動くように設計された特定方向へのジェット噴射式であり、作業中の条件変化があっても熱が適切に分散されるようになっています。こうした手法が相互に作用することで、長時間の使用により部品が歪む原因となる温度差を最小限に抑えることができます。その結果、製造現場では表面粗さがRa 0.2マイクロメートル未満という仕上がりが定期的に達成されており、生産担当管理者にとっては非常に好ましい結果となっています。
インテリジェントなホイールドレッシング、トライイング、および超砥粒ホイール寿命予測
ホイールを良好な状態に保つことは、表面焼けやチatterマーク、予期せぬダウンタイムを防ぐために非常に重要です。今日の技術はこの問題に対していくつかのスマートな解決策を提供しています。ホイールが時間とともに摩耗するにつれて、その場でトゥルイングパラメータを調整するアダプティブ・ドレスニングアルゴリズムが登場しています。また、砥粒の劣化が大きな問題になる前に検出するために音響放出センサーが使用されるようになっています。さらに、高価なCBNやダイヤモンドホイールの交換時期を予測するAIモデルもあり、通常約5%の精度で予測できます。これらの機能を組み合わせることで、円筒の丸みを±2マイクロメートル以内に保ちながら、ホイールの交換間隔を約30%延長できます。業界承認済みの設定による実際のテストでは、25〜33メートル毎秒の範囲で運転した際に、研削サイクルが約18%短縮されることが示されています。これは、スマートシステムが高速な材料除去と同時に厳しい表面仕上げ基準も満たすことができることを示しています。
機械的剛性、熱管理および構造的完全性
高精度の円筒研削は、剛性、発熱の制御、堅固な構造という3つの主要な要素が連携することに大きく依存しています。工作機械のフレームは通常、内部応力を低減するために処理された特殊鋳鉄、あるいは場合によってはポリマー系コンクリート混合物で作られています。これらの材料は、研削加工中に発生する強い力が加わっても機械を安定させ、長時間(数時間から数日間)連続運転しても正確な寸法を維持できるようにします。熱管理に関しては、単に部品に冷却液を吹き付けるだけでは収まりません。最新のシステムでは、周囲の温度を安定化させたり、構成部品内の熱分布を均一に保ったりするほか、内蔵センサーによってコンピュータ制御された装置の設定を常に自動調整しています。構造的強度を確保するため、メーカーは加熱時にほとんど膨張しない金属でガイドウェイやスピンドルアセンブリを製作しています。これらの部品は精密に機械加工され、あらかじめ張力をかけて組み立てられているため、負荷の大きさや運転時間に関わらず形状を保持し続けます。このシステムのどこかでわずか0.001ミリメートルの誤差が生じただけでも、品質への明らかな影響や材料の無駄につながります。これら3つの側面が適切に整備されていない状態で、このような微小な公差を達成しようとしても、事実上不可能です。物理的な機械本体が初めから正しく設計・製造されていなければ、ソフトウェアだけでは限界があるのです。
円筒研削盤における工程内測定とフィードバック制御による補正
工作機械上でのプロービング、レーザー干渉計測、リアルタイムの幾何学的補正
最新の円筒研削盤は、測定機能を実際の加工プロセスに直接統合しており、別途検査を行うために発生する待ち時間という煩わしさを解消し、初回で正確な結果を得ることをはるかに現実的なものにしています。これらの装置には内蔵プローブが備わっており、各パスの間に重要な寸法をチェックし、2マイクロメートルという極めて微小な変化も検出可能です。また、レーザー技術を用いて熱による機械の位置への影響を監視し、振動によって引き起こされる問題も検知します。調整に関しては、スマートソフトウェアがリアルタイムで把握した状況に基づき、砥石の位置、移動速度、被削材との接触時間などのパラメータを常に自動的に微調整します。このシステムは毎秒約1,000件の情報を処理し、難削材の加工時や砥石の摩耗時であっても、精度をわずか5マイクロメートル以内に保ちます。このような方式を採用する製造業者は通常、廃棄物が約30%削減され、後工程での追加検査が不要になり、油圧システム部品や航空機用ベアリングアセンブリといった非常に重要な用途に十分耐えうる信頼性を持つ部品を生産できるようになります。
よくある質問
リアルタイムの熱補償を備えたクローズドループCNCとは何ですか?
クローズドループCNCシステムは、運転中の温度変化に応じたリアルタイムでの調整を行いながら研削プロセスを監視および制御することで、温度変動があっても正確な精度を保証します。
ロボットはどのようにして研削プロセスに統合されますか?
6軸ロボットは機械サイクルと同期して自動的にワークの装着・取り外しを行い、バリ取りなどの工程間を円滑に切り替えることで、手作業の介入を減らし時間の節約を実現します。
研削における冷却液供給の重要性は何ですか?
効果的な冷却液供給により熱的安定性が維持され、部品の変形を防ぎ、部品の品質と耐久性に不可欠な精密な表面仕上げを確保できます。
スマート技術はホイールメンテナンスにおいてどのような役割を果たしますか?
適応型ドレッシングアルゴリズムやAIモデルを含むスマートシステムは、砥石のメンテナンスタイミングを予測・調整することで砥石寿命を延ばし、一貫した研削品質を保ちます。
工程内測定には何が含まれますか?
工程内測定は、統合プローブとレーザー干渉計を用いて加工幾何をリアルタイムで監視および補正するものであり、これにより精度と効率が向上します。

