De ce să ne alegeți pe noi
Fabrică cu ISO, IAF, IAS, EAC, ZZEC, BCZ, ISD, Intertek și SONCAP · Peste 33.000 m² suprafață de producție și peste 300 de angajați
Control riguros al calității implementat cu peste 24 de etape de testare · Experiență de peste 20 de ani în fabricarea mașinilor CNC · Serviciu online disponibil 24/7 în orice moment · Sunt susținute ODM și OEM
Comerț cu peste 100 de țări din întreaga lume · Cooperare cu branduri cunoscute precum Siemens, Fanuc, Mitsubishi și Heidenhain
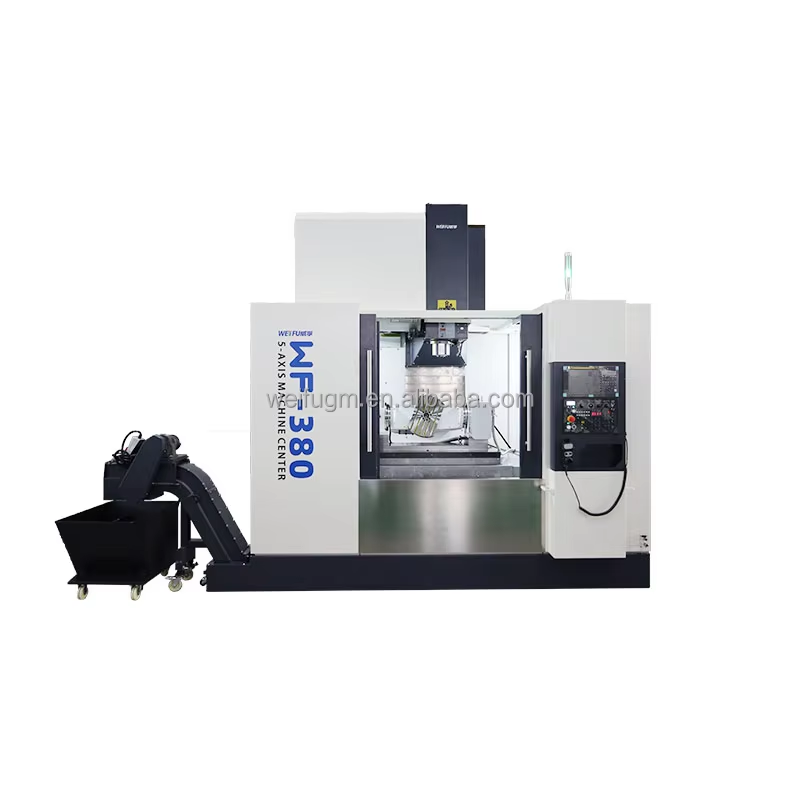
·O echipă profesională elită se ocupă de fabricarea uneltelor pentru mașini, utilaje, echipamente de control numeric, echipamente de producție etc. ·Perioada de garanție este de 18 luni.